|
|
|
|
Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Download Reaktionen Spiele Gadgets Kontakt <<< Extruder V6.1 + V6.2 Extruder V7.1 >>> Direkt Granulat Extruder V7.0Video zum Direkt Granulat Extruder V7.0Druckt gut und zuverlässig, ist leicht zusammenzubauen.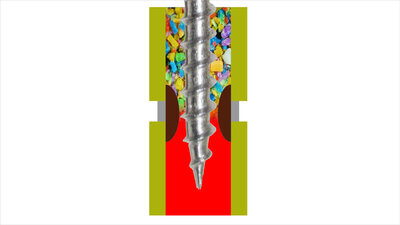
Waren die Vorgaben für Version 7.0. Die Vorgängerversion V6.2 druckte zwar gut, aber nicht immer. Außerdem ist die Schraubenachse knifflig zu justieren; der "Kniff" bei deiser Version war ja, dass diese Achse nicht durch die Mittelachse der Extruderröhre verlaufen muss. Der Hauptgrund für die suboptilame Druckqualität ist die Proplematik, dass der flüssige Kunststoff vom Hotend während des Druckens hin und wieder in Richtung Coldend hochsteigt und an der Extruderwand erstarrt. Um das zu unterbinden ist der Spalt zwischen Schraube und Extruderwand eher klein zu halten. Zu klein darf dieser allerdings auch nicht sein, da ja eine normale Holzschraube mit konstanter Steigung über die gesamte Länge als Förderschnecke Verwendung findet. Beim Übergang vom festen Pulver zu geschmolzenem Kunststoff muss die eingeschlossene Luft über den Spalt entweichen können. Da ein größerer Schraubendurchmesser ein höheres Drehmoment benötigt, um den Kunststoff zu extrudieren und der verwendete Schrittmotor der Prusa MK4 nicht so Leistungsstark ist, habe ich die Bohrung der Extruderröhre verringert. Die Extruderröhre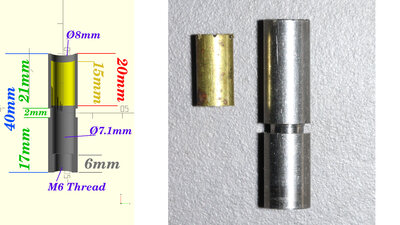
Die Extruderröhre basiert auf einer 40mm langen M6er Gewindehülse aus Edelstahl. Oben am Coldend verwende ich einen hier Einsatz aus einem Messingröhrchen mit 8mm Außen- und 7mm Innendurchmesser. Messing besitzt einen geringeren Haft- und Gleitreibungswiderstand als Edelstahl, wie ich in ganz frühen Versionen bereits festgestellt hatte. Der hohe Wärmeleitkoeffizient von Messing sorgt außerdem für eine bessere Kühlung. 
Fünf gefeilte Rillen im Messingröhrchen längs der Achse sorgen dafür, dass der Kunststoff in radialer Richtung gebremst wird und somit möglichst ohne Schlupf nach unten transportiert wird. Oben habe ich den Messingeinsatz eingekerbt, damit die Schraube die Körner greifen und nach unten pressen kann, ohne dass diese sich am Rand entlang drehen. Ein Tropfen Sekundenkleber fixiert die Hülse - am Coldend steigt die Temperatur nicht über 50°C. Die Extruderröhre ist 20mm tief, bis kurz vor der Einschnürung auf 8mm aufgebohrt. Das Messingröhrchen ist nur 15mm lang, wodurch sich eine Stufe längs der Extruderröhre bildet. Dadurch wird das Pulver vorkomprimiert und ein Teil der eingeschlossenen Luft schon mal herausgepresst. Diese Stufe darf nicht zu groß ausfallen, da das Pulver nicht beliebig stark komprimiert werden kann - zumindest nicht mit der endlichen, mir zur Verfügung stehende Kraft. Zu groß und der Extruder wird blockiert, zu klein und der gewünschte Effekt wird nicht erreicht. Die 0.5mm Wandstärke des Röhrchens funktionieren gut. Den Rand der Extruderröhre habe ich oben ebenfalls eingekerbt. Wasserkühlung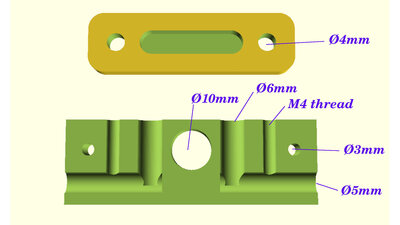
Querschnitt Wasserkühlung: Die Wasserkühlung ist nur geringfügig geändert, kommt jetzt ohne vordere Abdeckungen daher. Der Alublock ist so gebohrt, dass das Wasser nach wie vor um die Extruderröhre herum geleitet wird. 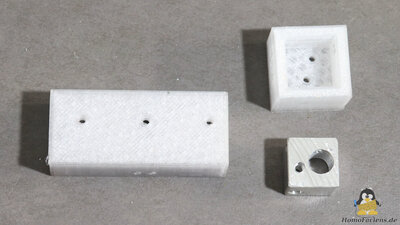
In den Dateien im Downloadpaket sind Vorlagen für die Bohrschablonen von Wasserkühlung und Heizblock enthalten. 
Die Wasserkühlung basiert auf einem Alublock mit den Abmessungen 60x20x15mm. Der Heizblock besitzt die Abmessungen 20x20x15mm. Montage
Die Förderschnecke ist eine Holzschraube der Abmessungen 6x60mm an die eine M8er Mutter hartgelötet wird. 
Die Schraube ist nicht mehr schwimmend gelagert - Unterlegscheiben aus Messing sorgen dafür, dass diese fest mit der Kupplung am Getriebe verbunden ist. Ein wenig Bewegungsfreiheit bleibt durch das verwendete Kugellager und den langen Hebel der Schraube. Die Schraubenachse verläuft wieder durch die Mittelachse der Röhre - in der vorherigen Version hatte ich ja einen leichten Versatz verwendet. Mit einer Länge von 60mm ragt die Schraube 31mm in die Röhre hinein. Beim Experimentieren haben sich Distanzstücke von 3, 2, und 1mm Stärke als hilfreich erwiesen, um die Eintauchtiefe zu variieren. Zu tief ergibt ungleichmäßige Extrusion, zu hoch verhindert den Retract, was zu starkem Stringing führt. 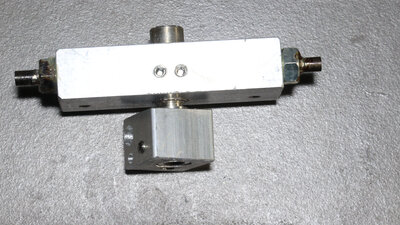
Die Extruderröhre wird bis zur Einkerbung in den Alublock geschoben und mit zwei Schrauben gesichert. Oben ragt diese 5mm aus dem Alublock heraus. Zwei Madenschrauben fixieren die Röhre. Der Alublock am Hotend reicht mit 15mm Höhe nicht ganz bis an die Einkerbung der Röhre. DownloadDie 3D-Dateien und die Skizze des Extruders sind als Download-Paket erhältlich.Druckbeispiele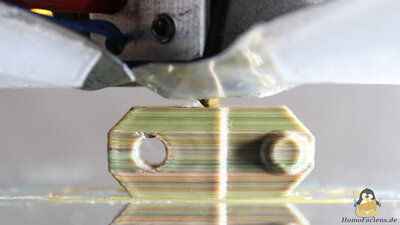
Kettenglied Abmessungen: 27x25x12mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 80mm/s Den ersten Druck mit dem neu gefertigten Extruder führe ich mit einer 0.6mm Düse aus - so ein paar übrig gebliebene Späne vom Bohren und Feilen gehen durch die größere Öffnung besser durch. Der Druck zeichnet sich durch ein wenig Überextrusion aus. Fertigungstoleranzen führen offensichtlich dazu, dass dieser, für das Video erstellte Extruder trotz identischer Vorgaben etwas mehr Material pro Schraubenumdrehung fördert als der erste Extruder von Version 7.0. Dass die Schraube das Material mit bestmöglichen Grip transportiert, ist an der Tatsache zu erkennen, dass auch kleine Variationen von 5% und weniger in den Slicer-Einstellungen deutliche Wirkungen im Druckbild hinterlassen. In früheren Versionen mussten es schon mindestens 10% und mehr sein, um sichtbare Anzeichen für Über- oder Unterextrusion zu bewirken. Das Material wird wird fast ohne Schlupf extrudiert. Trotz leichter Überextrusion gelingt der erste Druck - die Wände meines Standard Kettengliedes sind schön glatt. 
Benchy Abmessungen: 180x93x144mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckzeit: 56min Der nächste Druck erfolgt dann mit einer 0.4mm Düse und verringertem Filamentfaktor. In Sachen Zuverlässigkeit setzt der Extruder in Version 7.0 neue Maßstäbe. Ich habe mit dem ersten Extruder von Version 7.0 schon eine kleine Flotte gedruckt und an keinem Benchy sind unschöne Spalte zu sehen. Auch der zweite Extruder der Baureihe arbeitet von Anfang an so wie er soll. Infill und Perimeter werden mit deutlich unterschiedlichen Geschwindigkeiten gedruckt, ohne dass Lücken in den Außenwänden auftreten - im vorangegangenen Video war ja zu sehen, dass die Vorgängerversion diesbezüglich Schwächen gezeigt hat. Infill ist auf 80mm/s gesetzt, auch bei den oberen Lagen mit 100% Füllung, die äußeren Perimeter werden mit 50mm/s gedruckt und kleine Strukturen gar nur mit 30mm/s. Ich arbeite mit einem für meine Extruder sehr geringen Wert für den Retract ohne dass Fäden beim Drucken gesponnen werden. Für ein allererstes Benchy mit einem nagelneu angefertigten Extruder kann sich das Ergebnis sehen lassen. <<< Extruder V6.1 + V6.2 Extruder V7.1 >>> Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Archiv Download Reaktionen Spiele Verweise Gadgets Kontakt Impressum |
|
|