|
|
|
|
Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Download Reaktionen Spiele Gadgets Kontakt <<< CNC T8 Ortur Laser Master 2 Pro >>> CNC 3018Pro von MosticsDas Video zur 3018ProZu kaufen gibt's die 3018Pro von Mostics in deren Amazon Store. Ihr könnt per E-Mail spezielle Preisangebote zu dieser CNC erfragen. Die entsprechende Adresse von Mostics lautet: sp.mostics@gmail.com Mechanik
Geliefert wird die 3018 Pro gut verpackt mit allen zur Montage nötigen Werkzeugen, sowie einer gedruckten, gut verständlichen Bauanleitung mit vielen detailierten Zeichnungen in Englischer Sprache. Der Aufbau sollte somit niemanden vor unlösbare Probleme stellen. Ich habe einen Vormittag für die Montage benötigt, dabei aber auch wie üblich viele Fotos angefertigt. Diese Fotos gibt's als Download-Paket (46MB) 
Der Arbeitsbereich von 30x18x4cm erlaubt es, handelsübliche Platinenformate zu bearbeiten ohne dass die Maschine dabei allzu groß ausfällt. Die Mechanik besteht aus einem Mix aus Aluprofilen und Kunststoffteilen und passt mit einer Größe von 44x37x31 cm auf jede Werkbank oder jeden Schreibtisch. Die Verwindungssteifigkeit der Mechanik geht in Ordnung, ist allerdings nicht perfekt: Der recht lange Hebel von den Rundstäben der X-Achse bis hin zur Spitze des Werkzeugs bewirkt, dass sich das Ganze sichtbar verwindet, wenn man höhere Kräfte ausübt. Für die Preisklasse ist die Mechanik in Ordnung und die 3018 Pro wird vom Hersteller ja auch nicht für Metallbearbeitung beworben. Sehr gut gefällt mir, dass alle 3 Achsen über Handräder manuell bedient werden können. 
Der beiliegende Einsatz für die Werkzeugaufnahme ist für 3.175mm Schaftdurchmesser und muss zunächst in die entsprechende Mutter eingerastet werden, bevor man das Werkzeug einspannen kann. Der CNC liegen V-Bits bei, womit Gravierarbeiten durchgeführt werden können. 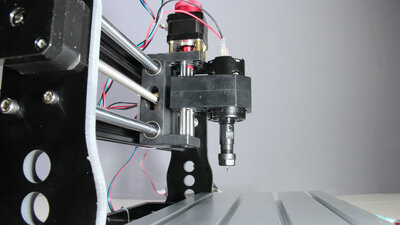
Als Spindelantrieb wird ein Gleichstrommotor verwendet, an dessen Welle eine Aufnahme für ER11 Spannzangen befestigt ist. Die recht lange Konstruktion kann den Hebelgesetzen folgend keinen guten Rundlauf bieten - mit bloßem Auge ist ein leichtes "Eiern" zu erkennen. Elektronik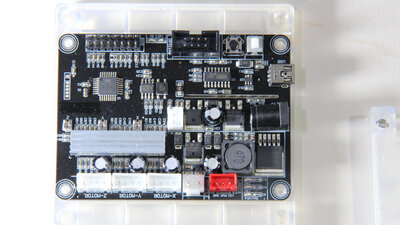
Als zentrale Recheneinheit fungiert ein Atmega328P, wie er auch im Arduino Uno verbaut ist und auf diesem Chip läuft grbl in Version 1.1 als Firmware. Der auf der Platine angebrachte EIN/AUS Schalter ist im Notfall außer Reichweite. Es empfiehlt sich daher eine schaltbare Steckdosenleiste zu verwenden. 
Daten können entweder über die USB-Schnittstelle oder per SD-Karte mit dem als extra erhältlichen Fernsteuermodul zur CNC übertragen werden. 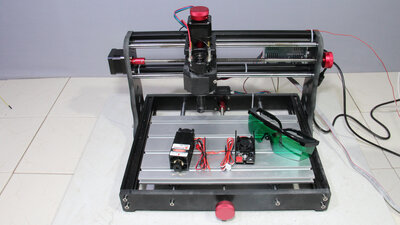
Das 5500mW Lasermodul ist als Extra erhältlich. Dieses wird mit einer separaten Steuereinheit an der Elektronik der CNC angeschlossen, wozu lediglich ein weiteres Kabel benötigt wird. Befestigt wird der Laser anstelle der Spindel. Die 3018Pro besitzt keine Schutzvorrichtung, die verhindert, dass man in das Laserlicht blicken kann, das Tragen einer Schutzbrille ist also Pflicht! Beispiel Plastik fräsen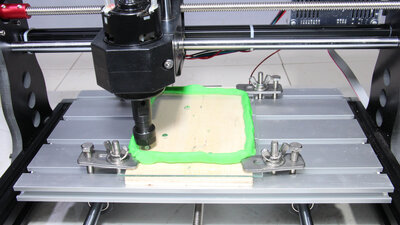
Als ersten Test habe ich mein Tux-Maskottchen in eine Platte aus 2mm Acrylglas graviert. Beim Abtragen von Material mit einem Fräser wird Reibungshitze generiert. Um das Schmelzen des Plastiks zu verhindern, habe ich eine Umrandung aus Knetmasse geformt und das so entstandene Becken mit Wasser gefüllt. 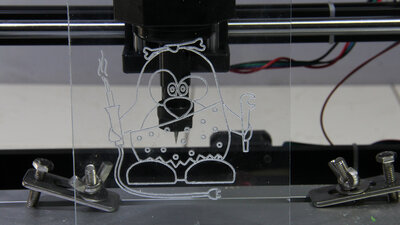
Die Umrisse meines Maskottchens wurden von der 3018 Pro mit einer Gesamttiefe von 0.6mm graviert. Nach etwa 20 Minuten war die Gravur angefertigt - ich bin mit dem ersten Schnelltest rundum zufrieden. Isolationsfräsen
Kommen wir nun zu dem von mir angedachten Einsatzzweck, dem Isolationsfräsen von Leiterplatten: Hierbei sollte die gefräste Nut möglichst schmal ausfallen. Die Tiefe, mit der die Spitze beim Fräsenvorgang in die kupferbeschichtete Platte eintaucht, sollte konstant sein. Um das zu erreichen, wird die Höhe der Platte an verschiedenen Punkten vermessen, wobei der Fräser selbst als Sensor verwendet wird: An die Kupferplatte wird Masse gelegt und der Fräser wird über den Motor und einen Reihenwiderstand mit einem GPIO an einem Raspberry Pi verbunden - hier zu sehen mit meinem Pi-Top. Sowohl an den Kratzern auf der Leiterplatte,... 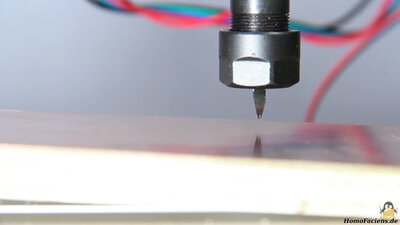
...als auch an der abgebrochenen Spitze des Fräsers ist zu erkennen, dass fehlerfreie Software nicht existiert - was in besonderem Maße für frühe Versionen gilt. Beim Vermessen der Oberfläche fährt die Z-Achse in einem ersten Durchgang etwas schneller nach unten, stopt beim Kontakt mit der Kufperplatte und fährt umgehend wieder einen halben Millimeter nach oben. In dem zweiten Durchgang wird die Z-Achse wesentlich langsamer abgesenkt. Als Raster habe ich in den ersten Versuchen 20mm angesetzt, der Wert kann im Skript geändert werden. 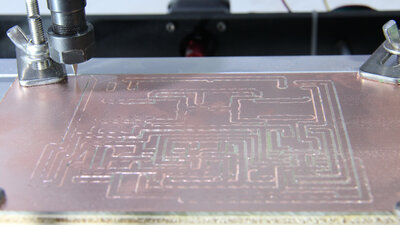
Erste Versuche, eine brauchbare Platine zu fräsen sind fehlgeschlagen, aber aufgeben ist was für Feiglinge... Das Script habe ich nun so geschrieben, dass der Fräser nicht gleich auf die Endtiefe geht. Stattdessen wird in dem ersten Druchgang die Kupferbeschichtung nur angekratzt. Zu sehen ist, dass der Fräser verschieden stark in das Material eintaucht. Die Platinen, die ich für meine ersten Gehversuche gekauft habe, sind die billigsten, die ich bekommen konnte. Die Oberfläche besitzt sichtbare Wellen, was dazu führt, dass der Fräser die Wellenberge in dem ersten Durchgang stärker abträgt als die Wellentäler. Die zuvor durchgeführte Vermessung der Oberfläche mit einem Raster aus 20mm Abständen, hat diese Wellen natürlich nicht erfasst. Zu bedenken ist außerdem, dass die Kupferbeschichtung lediglich 35 Mikrometer, also 0.035mm dick ist - von einer preisgünstigen CNC kamm man nicht ernsthaft erwarten, dass deren Mechanik frei von Spiel in dieser Größenordnung ist. Insgesammt fährt die 3018Pro die vorgegebenden Koordinaten aber mit einer ausreichend hohen Präzision an - die Nuten werden schön gerade gefräst. Die Umwandlung der mit KiCAD erstellten Gerber-Dateien hin zu Gcode hat die Software pcb2gcode zuvor erledigt, mein Script liest die so generierten Dateien aus und fügt ein paar Extrafunktionen hinzu. Nach dem ersten Durchgang sind die gewünschten Leiterbahnen noch nicht vom Rest der Kupferbeschichtung isoliert. 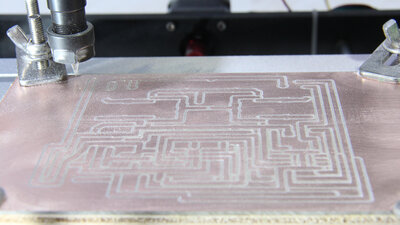
Das Script fragt nach jedem Durchgang, ob die Datei ein weiteres Mal mit einem etwas tiefer eintauchenden Fräser abgearbeitet werden soll. Diese Frage sollte so lange mit "Ja" beantwortet werden, bis schießlich alle Nuten so tief gefräst sind, dass an allen Stellen die Kupferbeschichtung abgetragen ist. 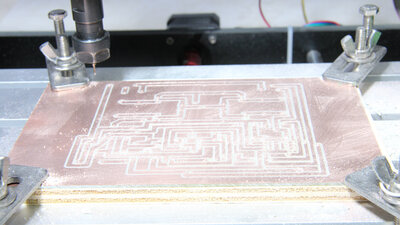
Im nun folgenden Durchgang werden die Löcher gebohrt: Ich verwende einen handelsüblichen 1mm Bohrer aus meinem Vorrat. Ebenfalls aus meinem Vorrat stammt die zweite Mutter und der entsprechende ER11 Einsatz für den 1mm Schaft. Das Script setzt als erstes Bohrungen an allen vier Ecken der Platine - diese Referenzpunkte werden benötigt, um die Platine beim Beschriften der Oberseite auszurichten. Der Rundlauf der Spindel ist nicht perfekt und der lange, dünne Bohrer biegt sich leicht, was zu Ungenauigkeiten führt. Insgesamt gelingen die 124 Bohrungen aber mit ausreichender Präzision. 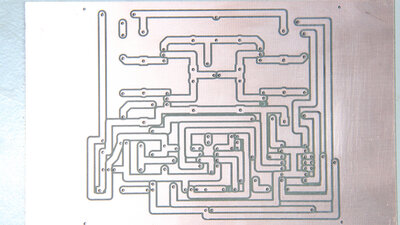
Fertige Unterseite: Die gefrästen Nuten besitzen schön glatte Kanten, der Fräser schneidet sich durch das Material, ohne die Kupferbeschichtung abzureißen. Aus den genannten Gründen sind die Bohrungen nicht so schön mittig, wie diese sein sollten - ein entsprechender Fräser sollte bessere Resultate liefern. An zwei Stellen ist bei der Bohrung das umliegende Kupfer abgerissen, das liegt aber daran, dass es sich hierbei um Pins ohne Verbindung handelt - für die Funktion der Platine ist dieser Fehler also ohne Bedeutung. Ich bin mit dem Ergebnis zufrieden, die Platine wird so, ohne irgendwelche Nacharbeiten funktionieren. 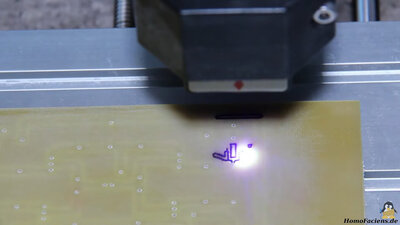
Nächster Schritt ist das Beschriften der Oberseite, wozu das 5.5W Lasermodul zum Einsatz kommt: Neben dem Laserlicht sind die entstehenden Dämpfe schädlich für die Gesundheit - der Vorgang sollte nahe einem geöffneten Fenster oder im Freien erfolgen - ich bin in meine Garage umgezogen und habe das Tor offen gelassen! Auch das Lasern der Oberfläche hat nicht im ersten Versuch funktioniert: Das Problem besteht darin, dass das Trägermaterial erst schmilzt und verdampft, dann aber auch gleich verbrennt und schwarz wird. Ab diesem Punkt absorbiert das Material viel mehr von dem Laserlicht, womit schlagartig viel mehr Kunststoff verbrannt wird, was das Ergebnis unschön hat aussehen lassen. Verschiedene Versuche mit unterschiedlicher Laserleistung haben gezeigt, dass der Punkt vom Verdampfen zum Verkohlen nur schwer zu treffen ist. Als Lösung des Problems arbeite ich nicht mit einem konstanten Laserstrahl, sondern löse immer nur einen kurzen Puls aus, fahre den Kopf anschließend um ein zehntel Millimeter weiter und setze dann den nächsten Punkt. Zusätzlich habe ich die Oberfläche der Platine mit Schmirgelpapier aufgeraut, damit das Laserlicht besser absorbiert wird. 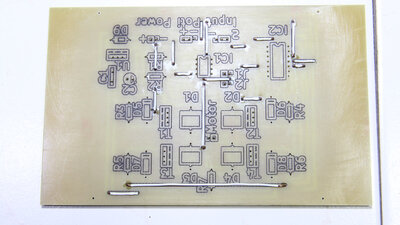
Nach dem Beseitigen der Schmauchspuren mit Schmirgelpapier ist die Beschriftung klar zu lesen - die Platine ist fertig und ich bin mit diesem ersten Ergebnis vollkommen zufrieden. 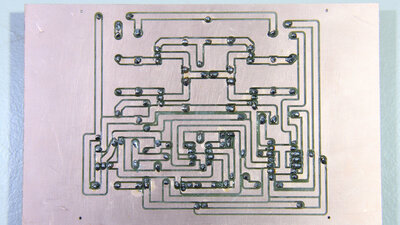
Die fertig bestückte Unterseite: 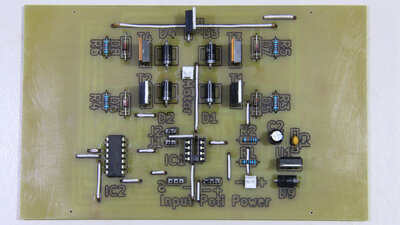
Die fertig bestückte Oberseite: 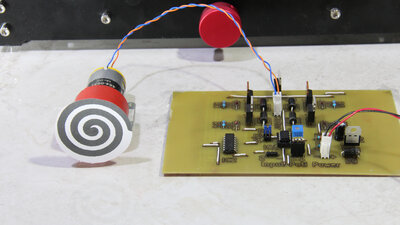
Es handelt sich um eine H-Brücke, die über einen ATtiny85 Mikrocontroller angesteuert wird. Der Mikrocontroller kann Befehle über eine Schnittstelle in Form von Pulsweitensignalen empfangen oder wie hier zu sehen die Spannung an einem Potentiometer einlesen. Das Ganze funktioniert natürlich auch autonom - die auf dem Chip laufende Software macht's möglich. SoftwareDie Gerber-Dateien habe ich mit KiCAD (https://kicad.org/) erstellt und diese mit dem Programm pcb2gcode (https://github.com/pcb2gcode/pcb2gcode) in Gcode umgewandelt. Mit Hilfe eines selbstgeschriebenen Python Skripts habe ich die Platine gefräst und beschriftet. Dieses Skript ist rein experimentell und zur Zeit nur für experimentierfreudige Nutzer mit ausreichend Erfahrung im Programmieren von Python auch nur ansatzweise zu lesen und gebrauchen! Wer dennoch einen Blick darauf werfen möchte bitte sehr, hier ist es, aber sagt nicht, ich hätte euch nicht gewarnt!<<< CNC T8 Ortur Laser Master 2 Pro >>> Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Archiv Download Reaktionen Spiele Verweise Gadgets Kontakt Impressum |
|
|