|
|
|
|
News The Project Technology RoboSpatium Contribute Subject index Download Responses Games Gadgets Contact <<< Plastic powder (3) Direct granules extruder V2 >>> Direct granules extruderThe video about the direct granules extruderPrototypes
Waste plastics has to be shred into granules. The size of the granules is an important property of the raw material for an extruder. Here I have shred PLA using a blender. PET from old plastic bottles is another source of material that is currently part of my first test series. 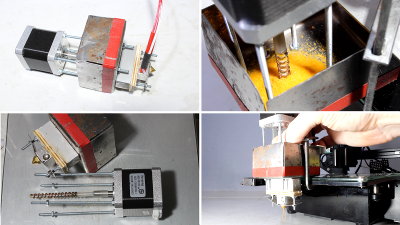
With a first prototype I checked if my simple constuction works and it obviously does. 
In an early experiment, I used a commercially available 3mm screw in the metal tube of the standard hotend. In the 4mm bore hole there is no space left for a Teflon tube. The whole thing worked, but only with very fine granules, which are hard to make from old plastics. Fine grinding sugar is an easy job. I will check whether this extruder is good for printing that material. 
With a 6mm threaded rod in a Teflon tube with an inner diameter of 8mm I could process clearly larger granules. However, the result did not really convince me. 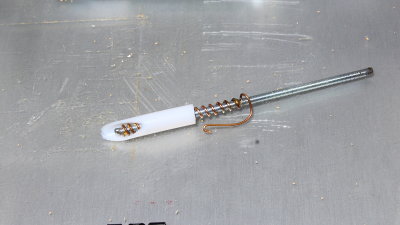
The smaller the diameter, the better the mechanical "transmission": The smaller the volume of granules moved per revolution of the extruder screw, the better you can control the flow of plastics coming out of the nozzle. With 0.5mm copper wire wrapped on a 3mm screw in a Teflon tube with 5mm inner diameter, the results were pretty good. Current version
I have achieved even better results with a 3mm wood screw in the 5mm Teflon tube. I have extended the screw with a piece of 3mm threaded rod - not perfectly centered, but it works. A piece of sheet metal on the conveyor screw acts as a granule stirrer which compacts the granules slightly before they enter the extruder - a simple component that has noticeably improved the printing results. 
The Hotend is made of a piece of 16x16mm aluminium. There are two holes for 2 heating cartridges. However, in my storage I have found a very powerful cartridge that does the job so that there was no need for a second one. The drill holes for the heating cartridges have a diameter of 6mm, the hole for the nozzle is 5mm with a 6mm thread cut afterwards. The drill holes for the 3mm bolts (mount on cold end) have a diameter of 2.5mm with a 3mm thread. The hole for the temperature sensor has a diameter of 2mm. 
As a thermal insulation, I have wrapped the Hotend with 2 layers of special cardboard as used for engine gaskets - normal cardboard carbonizes at temperatures of 200°C and more. I was using exhaust-sealant to glue the insulation. 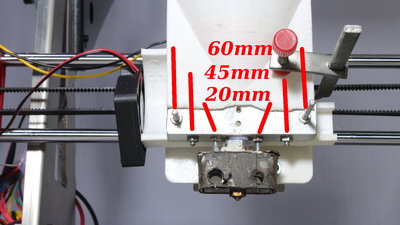
The Hotend is bolted to a second piece of 16x16mm aluminium using two pieces of 3mm threaded rod - this part is cooled by a fan. 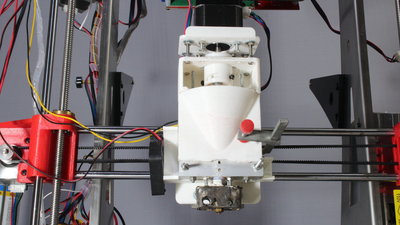
The rest of the mechanics, including the hopper, is printed from PLA. 
The tests were carried out on a Zonestar printer of the P802 series. The more powerful heating cartridge has "blown" the transistor for the hotend on the motherboard after a few minutes. As a bypass I am now using a MOSFET that can switch currents of up to 20A - that should be more than sufficient. PartsYou can get the 3D files of the printed parts as Download package (1.2MB).Sample prints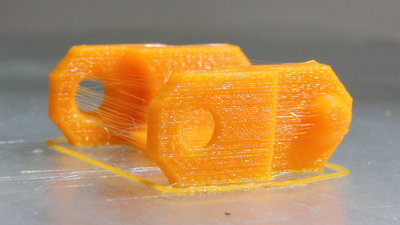
The direct granules extruder is sensitive to stringing. With non optimal parameters you get visiple strings on your prints. 
First success! The white print is my reference, made with my Ender Material: PLA Dimensions: 27x25x12mm Layer height 0.2mm Print speed: 10mm/s Movement without extrusion: 150mm/s Temperature: 165°C Nozzle diameter: 0.4mm Filament multiplicator: 7.8 Retraction: 20mm (2mm extra length on restart) 
Track composed of a couple of sample prints. <<< Plastic powder (3) Direct granules extruder V2 >>> News The Project Technology RoboSpatium Contribute Subject index Archives Download Responses Games Links Gadgets Contact Imprint |
|
|